


 中文简体
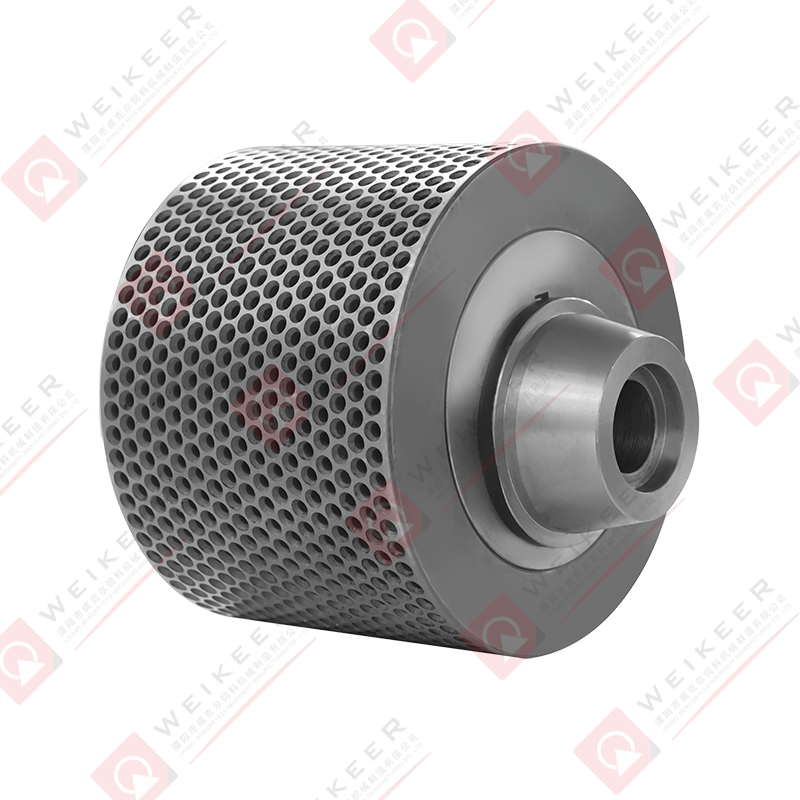
中文简体Aqua Feed Pellet Mill Vòng neo khuôn
Cat:Pellet Mill Anchorear Thép không gỉ Die
Khuôn dạng vòng được sử dụng trong các nhà máy viên để sản xuất thức ăn viên cho nhiều loài thủy sản khác nhau, bao gồm cá, tôm và các sinh vật biể...
See DetailsTrong sản xuất viên hiện đại, cho dù là sinh khối, thức ăn chăn nuôi hay nhiên liệu gỗ, hiệu suất và tuổi thọ của vỏ lăn đóng vai trò quyết định trong hiệu quả chung của máy nghiền viên. Trong số các vật liệu khác nhau được sử dụng, thép chịu lực đã trở thành lựa chọn được ưa chuộng nhờ độ cứng, khả năng chống mài mòn và độ bền mỏi tuyệt vời. Tuy nhiên, ngay cả vỏ con lăn bằng thép chịu lực bền nhất cũng cần được bảo trì và quản lý vận hành thích hợp để đạt được hiệu suất và tuổi thọ tối ưu. Bài viết này tìm hiểu các chiến lược chính để duy trì và kéo dài tuổi thọ của vỏ con lăn thép chịu lực trong dây chuyền sản xuất viên.
Vỏ con lăn là bộ phận chính chịu trách nhiệm nén nguyên liệu thô thông qua các lỗ khuôn trong máy nghiền viên. Được làm từ thép chịu lực chất lượng cao (thường là GCr15 hoặc tương đương), chúng chịu được áp suất, ma sát và nhiệt độ cực cao trong quá trình hoạt động liên tục. Hàm lượng cacbon và crom cao của thép chịu lực mang lại độ cứng bề mặt vượt trội (thường là 60–65 HRC) và khả năng chống mỏi tuyệt vời, cho phép thép chịu được ứng suất lâu dài và mài mòn.
Tuy nhiên, môi trường làm việc của máy nghiền viên - liên quan đến việc tiếp xúc thường xuyên với các hạt dạng sợi, đôi khi có tính ăn mòn hoặc cứng - có nghĩa là ngay cả những vỏ con lăn mạnh nhất cũng sẽ xuống cấp theo thời gian. Tốc độ hao mòn phụ thuộc nhiều vào việc bảo trì, bôi trơn, điều kiện vận hành và chất lượng nguyên liệu thô.
Nền tảng của tuổi thọ lâu dài bắt đầu bằng việc lắp đặt đúng cách. Sự lệch tâm giữa vỏ con lăn và khuôn có thể gây ra sự phân bổ áp suất không đồng đều, dẫn đến mòn hoặc nứt sớm.
Căn chỉnh không đúng cách có thể làm cho vỏ con lăn mòn không đều ở một bên, làm giảm chất lượng viên và có khả năng làm hỏng trục quay hoặc vòng bi của máy nghiền viên.
Bôi trơn là một trong những yếu tố quan trọng nhất ảnh hưởng đến tuổi thọ của vỏ con lăn thép chịu lực . Ma sát và sinh nhiệt có thể dẫn đến các vết nứt nhỏ, rỗ và mỏi bề mặt nếu bôi trơn không đủ hoặc bị ô nhiễm.
Hệ thống bôi trơn được bảo trì tốt sẽ giảm thiểu ma sát, ngăn ngừa quá nhiệt và duy trì tính toàn vẹn bề mặt của vỏ con lăn.
Bản chất của nguyên liệu thô ảnh hưởng trực tiếp đến độ mòn của vỏ con lăn. Các chất gây ô nhiễm như cát, mảnh kim loại hoặc đá đóng vai trò là chất mài mòn làm xói mòn nhanh chóng bề mặt làm việc.
Nguyên liệu sạch, đồng nhất và được điều hòa đúng cách không chỉ cải thiện chất lượng viên mà còn kéo dài đáng kể tuổi thọ của vỏ con lăn.
Máy nghiền viên hoạt động dưới tải trọng cơ học cao. Áp suất, tốc độ hoặc tốc độ nạp quá mức có thể đẩy nhanh quá trình xuống cấp của vỏ con lăn.
Việc giám sát thường xuyên các thông số này giúp người vận hành duy trì sản xuất ổn định và giảm ứng suất cơ học lên vỏ con lăn.
Việc kiểm tra định kỳ có thể phát hiện sớm các dấu hiệu hao mòn hoặc hư hỏng, cho phép can thiệp kịp thời trước khi xảy ra thời gian ngừng hoạt động tốn kém.
Việc triển khai nhật ký bảo trì kỹ thuật số hoặc hệ thống giám sát dự đoán có thể tối ưu hóa hơn nữa khoảng thời gian bảo trì.
Vỏ con lăn bằng thép chịu lực phải được coi là thành phần chính xác. Việc xử lý hoặc bảo quản không đúng cách có thể dẫn đến ăn mòn, biến dạng hoặc hư hỏng bề mặt ngay cả trước khi lắp đặt.
Xử lý đúng cách đảm bảo rằng vỏ con lăn giữ được tính toàn vẹn cơ học cho đến khi chúng sẵn sàng để sử dụng.
Trong một số trường hợp, vỏ con lăn bằng thép chịu lực bị mòn có thể được phục hồi thông qua quá trình gia công và xử lý nhiệt.
Việc tân trang lại mang lại giải pháp thay thế kinh tế hơn trong khi vẫn duy trì hiệu suất thỏa đáng, với điều kiện tính nguyên vẹn của cấu trúc vẫn còn nguyên vẹn.9. Tầm quan trọng của việc đào tạo người vận hành
Ngay cả những thiết bị và vật liệu tiên tiến nhất cũng có thể bị hỏng sớm nếu người vận hành không được đào tạo bài bản. Người vận hành nên hiểu các nguyên lý cơ học của sự tương tác giữa con lăn và khuôn, quy trình bôi trơn và kỹ thuật khắc phục sự cố.
Một người vận hành lành nghề và chu đáo là cách bảo hiểm tốt nhất trước những sự cố bất ngờ.
Tuổi thọ của vỏ con lăn bằng thép chịu lực trong máy nghiền viên không chỉ phụ thuộc vào chất lượng vật liệu mà còn phụ thuộc vào cách vận hành và bảo trì thiết bị. Từ lắp đặt và bôi trơn đến kiểm soát nguyên liệu thô và kiểm tra định kỳ, mọi chi tiết đều góp phần mang lại sự ổn định về hiệu suất và hiệu quả chi phí.
Bằng cách tuân theo các chiến lược bảo trì thích hợp - đảm bảo sự liên kết, sử dụng hệ thống sạch và được bôi trơn tốt, duy trì các thông số vận hành tối ưu và đào tạo nhân viên - các nhà sản xuất viên có thể kéo dài đáng kể tuổi thọ vỏ con lăn, cải thiện chất lượng viên và giảm chi phí sản xuất tổng thể.
Cuối cùng, việc chủ động bảo trì và chú ý đến chi tiết vận hành sẽ biến vỏ con lăn bằng thép chịu lực từ các bộ phận tiêu hao thành tài sản lâu dài trong quy trình sản xuất viên.

Khuôn dạng vòng được sử dụng trong các nhà máy viên để sản xuất thức ăn viên cho nhiều loài thủy sản khác nhau, bao gồm cá, tôm và các sinh vật biể...
See Details
Khuôn dạng viên loại trục vít để sản xuất thức ăn thủy sản là một thành phần quan trọng trong hệ thống tạo hạt được sử dụng để chuyển đổi các nguyê...
See Details
Các đầu mở dạng sóng bằng thép hợp kim được thiết kế cho các ứng dụng cụ thể trong đó độ bền, độ bền và khả năng chống mài mòn là rất cần thiết. Đư...
See Details
Con lăn có rãnh lăn bằng thép hợp kim có những ưu điểm độc đáo và ứng dụng cụ thể khiến chúng có giá trị trong các ngành công nghiệp khác nhau. Thi...
See Details
Thép hợp kim 20CrMnTi cung cấp độ bền kéo và độ dẻo dai, giúp con lăn phù hợp với các ứng dụng có tải trọng nặng. Thiết kế có thể giúp giảm thiểu t...
See Details
Con lăn 20CrMnTi có nếp gấp cong là bộ phận hiệu suất cao được chế tạo từ thép hợp kim 20CrMnTi bền bỉ. Thiết kế cong độc đáo của nó giúp tăng cườn...
See Details
Con lăn thép chịu lực có đầu mở và thiết kế dạng sóng là một bộ phận chắc chắn được làm từ thép chịu lực chất lượng cao, được thiết kế đặc biệt để ...
See Details
Con lăn GCr15 có thiết kế dạng gợn sóng và lõm khép kín là bộ phận hiệu suất cao được chế tạo từ thép chịu lực GCr15, nổi tiếng với khả năng chống ...
See Details
Con lăn GCr15 với thiết kế dạng sóng cong là bộ phận chuyên dụng được chế tạo từ thép chịu lực GCr15 chất lượng cao, nổi tiếng với độ bền và khả nă...
See Details
Con lăn thép lò xo có đầu đóng dạng sóng là một bộ phận chắc chắn được thiết kế đặc biệt để xử lý vật liệu hiệu quả. Được làm từ thép lò xo chất lư...
See Details
Add: Số 12 Đường Zhongdali, Khu công nghiệp Xinbei, Thị trấn Daibu, Liyang, Giang Tô, Trung Quốc.

Phone: +86-13901498718

Tel: +86-0519-87306996

Email: alicezy@wkejx.com
Bản quyền © by Công ty TNHH Sản xuất Máy móc Thức ăn Liyang Weikeer. Rights Reserved.
 Các nhà sản xuất máy nghiền viên
苏ICP备17039119号
Các nhà sản xuất máy nghiền viên
苏ICP备17039119号